JAKOŚĆ STALI NA KORPUSY FREZÓW TARCZOWO-PIŁKOWYCH:
Stal podstawowa na korpusy frezów tarczowych HSS to stal o symbolu DMo5. Jest to materiał do produkcji narzędzi do cięcia stali miękkich oraz półtwardych.
Do cięcia stali o wysokiej twardości i stali nierdzewnych są przeznaczone frezy wykonane z materiału Co5 (5% dodatek kobaltu).
Stal na korpusy oznaczona jako DMCo05 jest dobrą alternatywą dla stali Dmo5 ponieważ 0,5% dodatek kobaltu poprawia skrawalność i daje dużo lepsze rezultaty cięcia oraz pozwala na podwyższenie prędkości skrawania zwłaszcza przy zastosowaniu powłoki PVD o nazwie BRAVO BLU.
Stal oznaczona jako MCo2 (z 2% dodatkiem kobaltu) doskonale sprawdza się w zastępstwie stali Co5 (5% Co) gdy jest konieczne cięcie stali twardych a przeszkodą jest zbyt duży koszt frezów ze stali Co5.
W SKRÓCIE:
HSS-DMo5 (M2) – DIN 1.3343 – JIS SKH51
– Wysokostopowa stal szybkotnąca z dodatkiem wolframu, wanadu i molibdenu
HSS-Co5 (M35) – DIN 1.3243 – JIS SKH55
– Wysokostopowa stal szybkotnąca z dodatkiem wolframu, molibdenu i kobaltu (5%)
HSS-DMCo05 (Co 0,5%) – DM05 – DM05
– Wysokostopowa stal szybkotnąca z dodatkiem wolframu, molibdenu i kobaltu (0,5%)
HSS-MCo2 (Co 2%) – MCO – M2Co
– Wysokostopowa stal szybkotnąca z dodatkiem wolframu, molibdenu i kobaltu (2%)
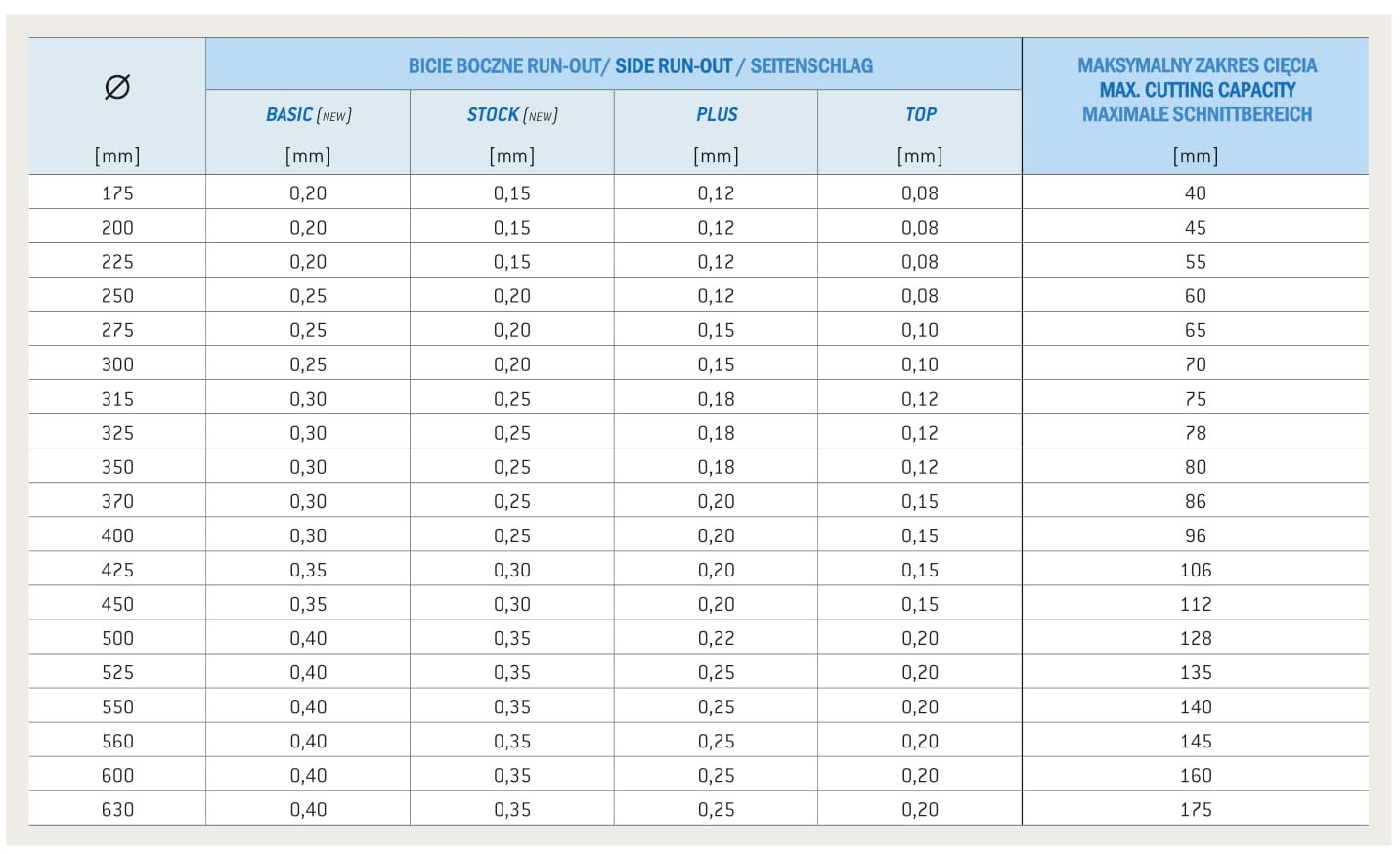
BICIE BOCZNE
GEOMETRIA UZĘBIENIA STOSOWANA PRZY PRODUKCJI FREZÓW TARCZOWO-PIŁKOWYCH:
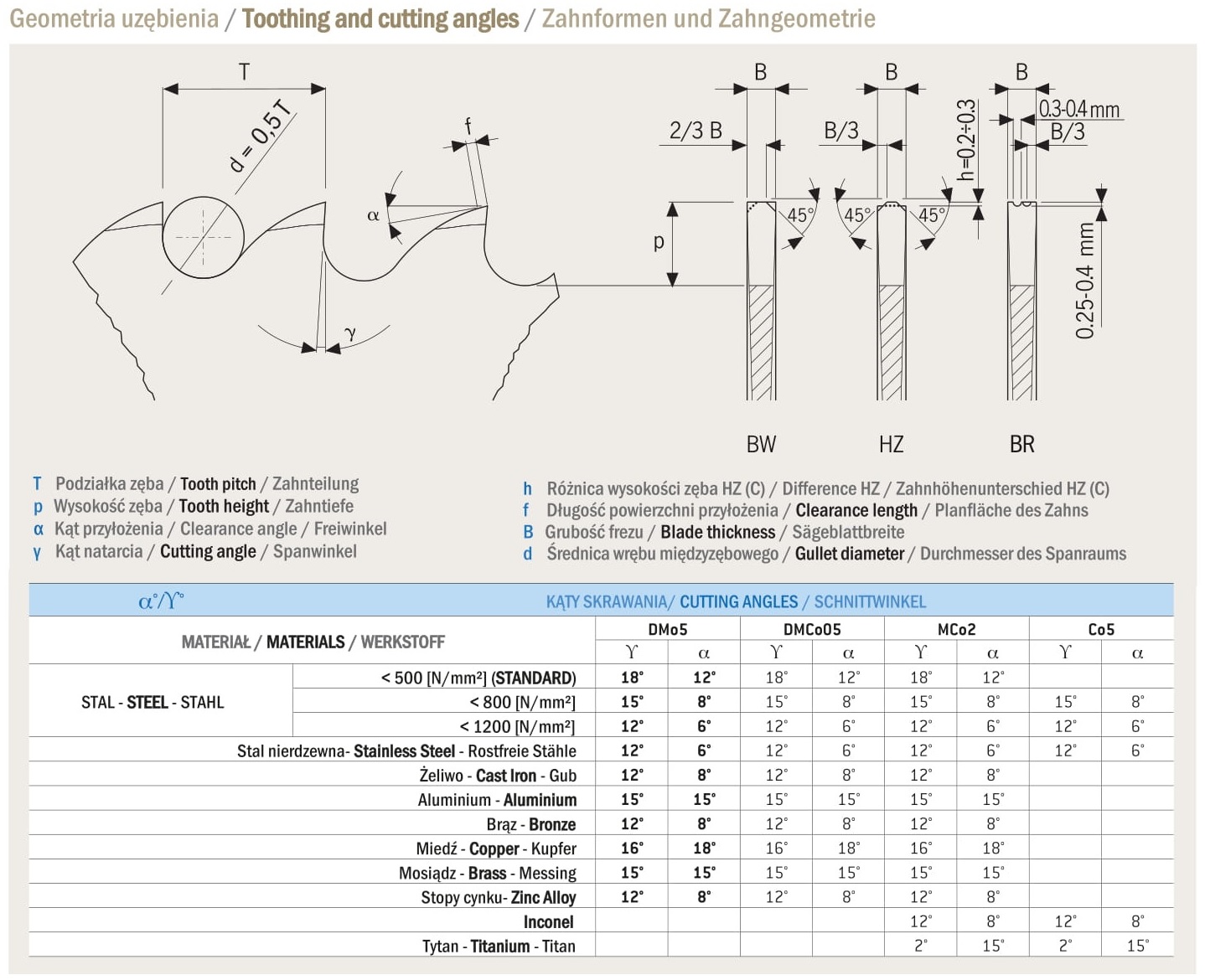
TYPY UZĘBIENIA:
ZĄB “BW”
– podstawowy kształt zęba przeznaczony do cięcia rur
ZĄB “B”
– kształt zęba dla frezów o małej grubości korpusu (<1,3mm) jako alternatywa dla zęba “BW”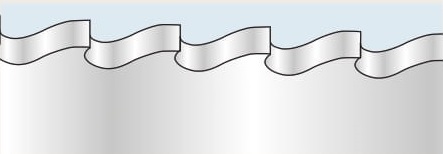
ZĄB “BR[BS]”
– najwłaściwszy kształt zęba do cięcia rur na przecinarkach automatycznych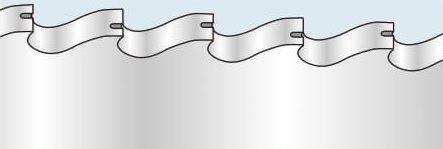
ZĄB “A”
– kształt używany przy małych podziałkach zęba (T<3mm), do cięcia stopów mosiądzu, obróbki biżuterii lub wyrobu śrub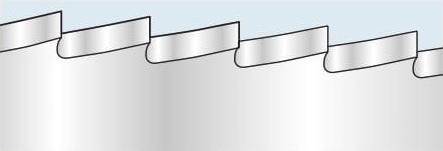
ZĄB “AW”
– kształt podobny do geometrii “A” z dodatkiem naprzemiennych ścięć bocznych, które optymalizują rozdrabnianie wióra
ZĄB “HZ[C]”
– odpowiedni kształt zęba przy cięciu prętów o przekroju pełnym lub rur i kształtowników ze ścianką dużej grubości (>3mm)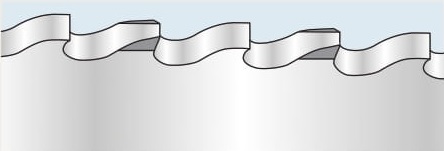
ZĄB “VP”
– ząb o zmiennej podziałce przeznaczony do cięcia nieregularnych przekrojów, których cięcie generuje nadmierne wibracje
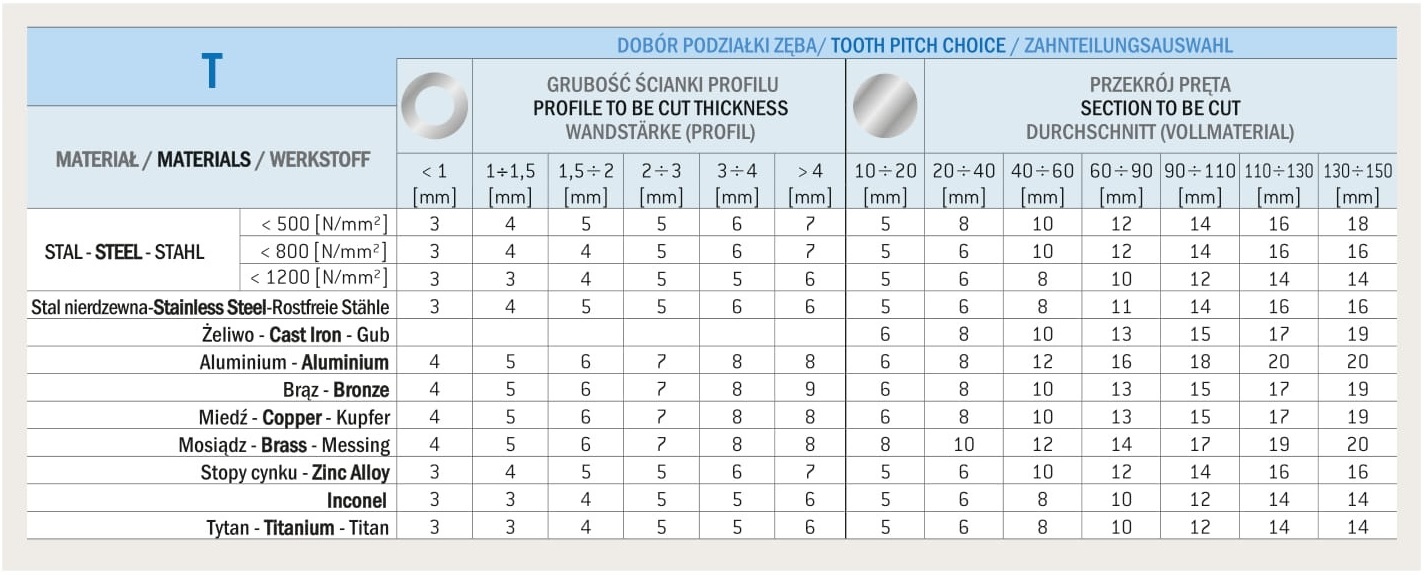
DOBÓR PODZIAŁEK ZĘBA
PRĘDKOŚĆ SKRAWANIA I POSUW
Aby zapewnić optymalne cięcie ważnym jest by prędkość obrotowa oraz, w przypadku maszyn z automatycznym posuwem, każdy z parametrów był odpowiednio dobrany.
Między prędkością obrotową i prędkością posuwu istnieje ścisła zależność, która musi być pod stałą kontrolą.
W tabeli poniżej znajdują się rekomendowane, najbardziej korzystne wartości prędkości skrawania (V) oraz posuwu na ząb (A), w zależności od rodzaju przecinanego materiału.
JAK OBLICZYĆ ILOŚĆ OBROTÓW NA MINUTĘ?
Aby wyliczyć ilość obrotów na minutę (RPM) przecinarki należy skorzystać z poniższego wzoru gdzie (V) = Prędkość skrawania [m/min], (D) = średnica frezu tarczowo-piłkowego [mm]: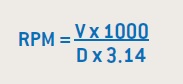
PARAMETRY SKRAWANIA PRZY CIĘCIU RUR:

PARAMETRY SKRAWANIA PRZY CIĘCIU PRĘTÓW PEŁNYCH:
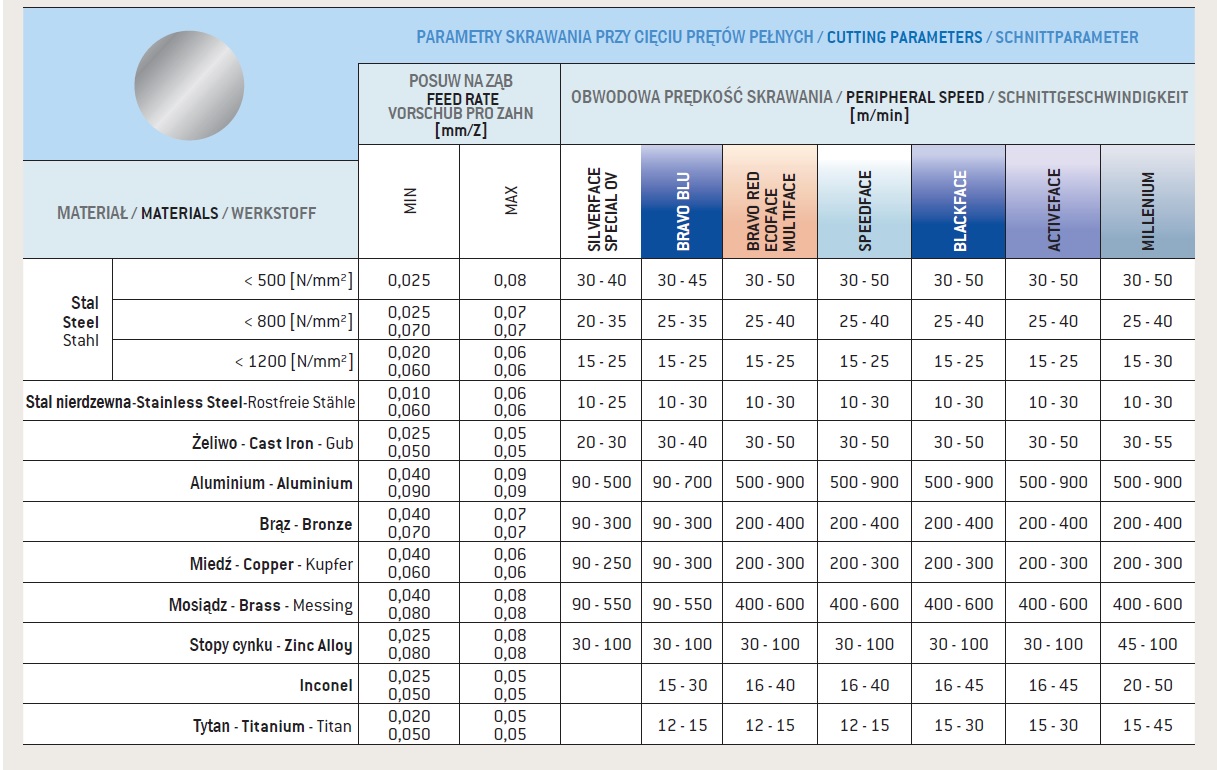
W powyższej tabeli można odnaleźć nie tylko zalecaną prędkość skrawania zależną od gatunku obrabianego materiału, ale także rekomendowane wartości posuwu na ząb (Az), które pozwalają na obliczenie prędkości posuwu.
Wzór do obliczeń: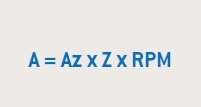
A – prędkość posuwu [mm/min]
Az – Posuw na ząb [mm]
Z – Liczba zębów (dla uzębienia HZ całkowitą ilość zębów należy podzielić przez 2)
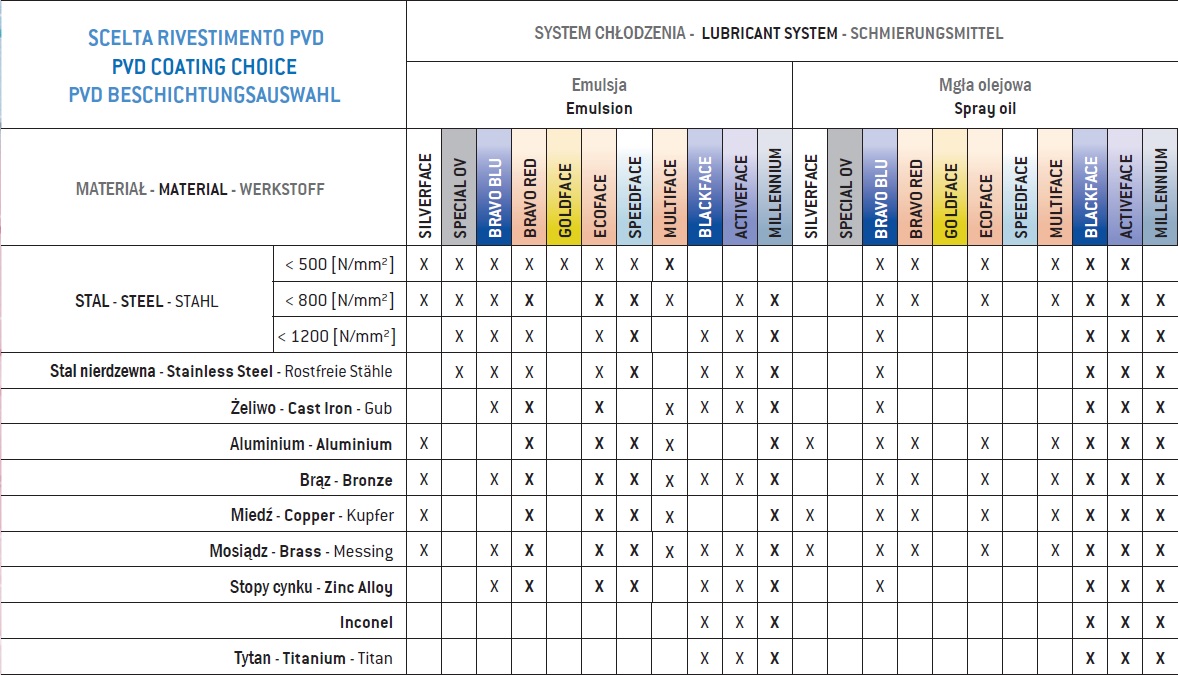
POWŁOKI PVD STOSOWANE W PRODUKCJI FREZÓW TARCZOWO-PIŁKOWYCH
POWŁOKA GOLDFACE
Klasyczna powłoka PVD przeznaczona do cięcia stali miękkich. Nadaje się do cięcia miedzi, mosiądzu i brązu.
POWŁOKA ECOFACE
Powłoka ECOFACE jest następcą technologii GOLDFACE. To powłoka do wielu zastosowań i ze względu na lepsze parametry techniczne jak twardość powierzchniowa i niższy współczynnik tarcia spisuje się lepiej niż powłoki na bazie TiN.
POWŁOKA SPEEDFACE
Najlepsza powłoka do cięcia twardych materiałów na przecinarkach półautomatycznych i automatycznych. Niezalecana do przecinarek ręcznych.
POWŁOKA MULTIFACE
Najlepsza powłoka do cięcia materiałów miękkich. Niezbyt dobrze sprawuje się przy cięciu stali twardych oraz stali nierdzewnych.
POWŁOKA BLACKFACE
Najlepsza powłoka do cięcia prętów pełnych w mgle olejowej. Nie sprawdza się przy cięciu stali miękkich i przy obfitym chłodzeniu.
POWŁOKA ACTIVEFACE
Najlepsza powłoka do cięcia rur i profili cienkościennych w mgle olejowej.
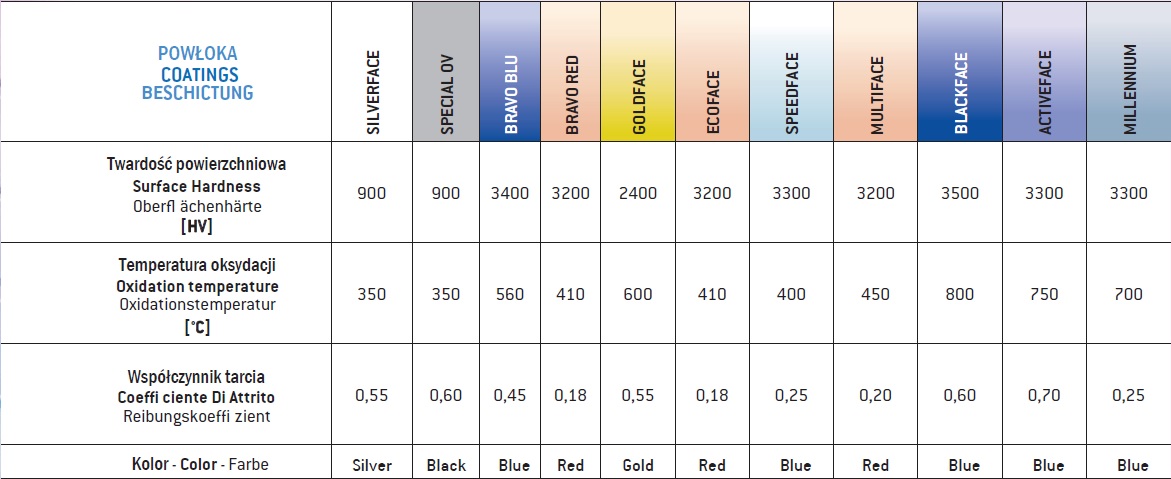
PORÓWNANIE PARAMETRÓW POWŁOK
SYSTEM CHŁODZENIA
PIŁY DO CIĘCIA TARCIOWEGO
Piły do cięcia tarciowego mogą być wykonane w dwóch odmianach:
– Stal Chromowo-Wanadowa (DIN 1.2235)
– Stal Wolframowo-Molibdenowa (DIN 1.2604)
Kształt zębów pił do cięcia tarciowego jest uzależniony od zastosowania. Aby dobrać właściwy kształt uzębienia należy przede wszystkim określić czy będą one stosowane do cięcia na gorąco, czy na zimno.
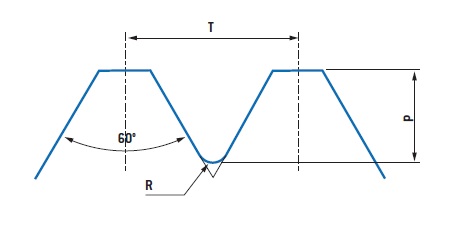
RODZAJE UZĘBIENIA PIŁ TARCIOWYCH
P[Parrot]
Kształt zęba przeznaczony do cięcia tarciowego stali węglowych o temperaturze przecinanego materiału T<100° C.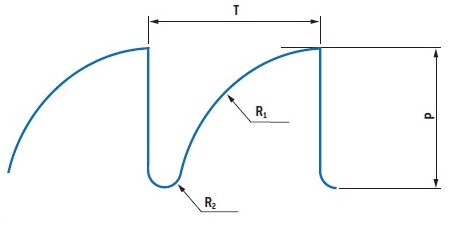
T[Triangular]
Kształt zęba przeznaczony do cięcia tarciowego na gorąco wałków, rur i stalowych profili o temperaturze T<600° C.
R[Trapezodial]
Kształt zęba przeznaczony do cięcia tarciowego wałków, rur i profili stalowych, na gorąco w temperaturze T<800 ° C.